
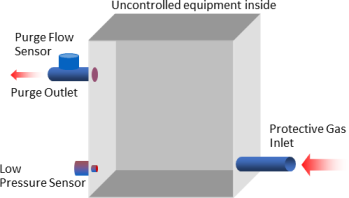
Contains the requirements for protection methods based on using a protective gas and excluding the formation of an explosive gas or dust atmosphere atmosphere in an enclosure.
By maintaining a 'clean' atmosphere within it the enclosure forms a non-hazardous area internally allowing the use of uncontrolled, un-certified components1.
It is essential that the purge gas is clean as the air must not introduce:
1. Any explosive substances as this would defeat the object
2. Any dust or other contaminate (e.g. Water) as this my inhibit the integrity of the protection.
The most common purge gas is compressed air and for the is description we will assume that is the case. Although it could be any non flammable gas, air tends to be the easiest and lowest cost option.
For a full pressurised system there are 4 stages
- Purge the enclosure with clean compressed air to clear out any potential explosive gas or Dust
- Pressurise the enclosure
then the outlet is closed - Power on the enclosure
- Monitor and maintain the positive pressure
As the purge system and power control must be operational when there is the potential for an explosive atmosphere on startup they are usually certfied using other protection methods although purely pneumatic systems exist they are less common.
Versions
There are 3 types of pressurised system
| Protection | Level | Zone Use | Internal components |
|---|---|---|---|
| Ex pxb | Gb, Db | 1, 21 | Internal industrial components |
| Ex pyb | Gb, Db | 1, 21 | For Category 3 components |
| Ex pzc | Gc, Dc | 2, 22 | Internal industrial components |
A full Atex Category 2 purged system for use in Zones 1 and 21, historically this is what is generally expected from a pressurised system.
The purge flow must be monitored at the exhaust to compensate for any other minor leaks and must be fully automated to run without manual intervention.
Automatic shutdown of the enclosure contents must occur in the event of pressure failure.
The Enclosure
A high quality enclosure is required to ensure minimal leakage and maintain the system integrity. Although leaks are acceptable as the controller will they compensate the there is the danger of loss of air supply and leaks are expensive as the system uses more compressed air.
Thermal Managment
Pressurised systems are better than some other protection methods for thermal managment particularly as larger enclosures can be used. However, power managment is always a problem. Increasing the enclosure size or fitting passive heatsinks is the simplest option but these solutions are limited.
A Vortex cooler is a good solution. It is a small device using compressed air to create a spinning vortex within a cylindrical tube. This creates a rapid drop in pressure creating r temperature drop which cools the enclosure. They are relatively efficient but the downside is they do use compressed air which, although readily available, can come at a relatively high running cost.
The final option is to use Certified air conditioning units which are bulky and expensive.
Certification
Just like any other protection method full Certification is required for the controller, enclosure and its contents.
For category 2 systems, Ex pxb and Ex pyb this needs to be covered by a recognised Notified Body (EU) or Approved Body (UK).
This may not be as onerous at one might think as Ex p control system equipment manufacturers usually have a system certificate which allows a whole range of unspecified, undefined components within their certificate.
This may require final testing of any 3rd party assembled solution, or it may not.
Category 3 systems Ex pzc can be certified by any competant person. However, this field is very specialised and few assemblers would have the competency to 'self' certify.
Notes
-
There are limitation on some components, particularly batteries. ↩